Stress–Strain Behavior of High-Carbon Steel Wire
- Introduction to High-Carbon Steel Wire
High-carbon steel wire is a foundational material in modern structural engineering and metal fabrication. Typically containing between 0.70% and 0.90% carbon, these steel alloys are engineered to operate under demanding mechanical conditions where strength, elasticity, and controlled deformation are essential. Tensile strength of high carbon steel wires can range from about 950 MPa to above 1600 MPa, with higher values achievable through cold drawing and heat treatment. Whether used in prestressed concrete systems, reinforcement components, or industrial mechanical applications, its performance is defined by how it behaves under tensile loading. Through progressive cold drawing, the material's pearlitic microstructure is heavily refined, resulting in exceptional mechanical properties. Understanding the stress-strain behavior of steel wires is critical for analyzing this mechanical response, which allows professionals to select the correct material grades, ensure compliance with stringent international design standards, and guarantee long-term structural reliability under both static and dynamic loading conditions.
Why Stress–Strain Behavior Matters in Steel Wire Engineering
Steel wire is a structural material designed primarily to carry load under tension. Its ability to deform elastically, yield in a controlled manner, and ultimately resist fracture determines structural safety and long-term performance. Because steel wires often operate under sustained or cyclic tension, stress–strain characteristics are one of the most important design parameters in engineering specification.
Mechanical behavior influences:
-
Load-bearing capacity
-
Ductility and energy absorption
-
Fatigue resistance
-
Structural reliability under dynamic loading
-
Failure mode predictability
-
Typical Stress–Strain Curve of High-Carbon Steel Wire
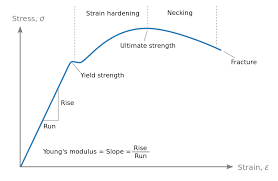
The stress–strain curve describes how a material responds to tensile loading.
For high-carbon steel wire, this curve typically includes several distinct regions:
-
Elastic Region
The material deforms proportionally to the applied stress. If the load is removed, the wire returns to its original length. This region defines the modulus of elasticity, which governs stiffness and elastic response in structural applications. The modulus corresponds to the slope of the stress–strain curve in this region and quantifies the material’s resistance to elastic deformation under applied load.
-
Yield Point (or Yield Transition)
At this stage, permanent plastic deformation begins. High-carbon steel wires often show a less pronounced yield plateau compared with low-carbon steels, especially when heavily cold-drawn. The transition into plastic deformation is typically gradual rather than sharply defined.
-
Strain Hardening Region
As deformation continues, the material becomes stronger due to dislocation movement and work hardening. This stage increases the ultimate tensile strength (UTS) — a critical property for wires used in reinforcement and tension-controlled systems.
Cold-drawing during manufacturing significantly enhances this region by increasing strength while reducing ductility.
-
Necking and Fracture
After reaching maximum tensile strength, localized reduction in cross-section occurs.
This leads to fracture once the material can no longer sustain the applied load.
The balance between strength and ductility determines whether failure is gradual and predictable or sudden and brittle.
Lower ductility increases the likelihood of sudden brittle fracture, whereas higher ductility allows greater plastic deformation before failure, resulting in more gradual and predictable fracture behavior.
-
Effect of Manufacturing on Stress–Strain Response
The stress–strain behavior of steel wire is not only a function of composition — it is strongly influenced by processing.
Key manufacturing factors include:
-
Cold Drawing
-
Heat Treatment (Patenting, Annealing, and Stress Relieving)
-
Surface Condition and Coating
Engineering control of these variables allows manufacturers to tailor mechanical performance for specific structural functions.
-
Stress–Strain Behavior of High Carbon Steel Wire Products
High carbon steel wire is engineered into different products, each designed to achieve a specific stress–strain response depending on its service requirements.
-
Prestressed Concrete Strands (PC Strands)
Prestressing strands are high-tensile steel products designed to induce compressive stress in concrete structures. They operate under sustained tension, making tensile strength a defining property. Prestressed strands are available in high strength grades such as:
-
1,725 N/mm² and 1,860 N/mm² tensile strength and above levels
-
Controlled elongation and relaxation performance
-
Defined breaking loads based on diameter
-
Tire Bead Wire
Tire bead wire is a high-tensile steel product designed to maintain tire geometry under internal pressure and dynamic loading.
Unlike structural wires used in construction, bead wire must combine:
-
Very high tensile strength
-
Fatigue resistance
-
Strong adhesion to rubber
Tensile classes can exceed 1650–2350 N/mm², depending on wire diameter and application.
-
High Carbon Galvanized Steel Wires
High-carbon galvanized steel wires are widely used in mechanical and structural applications and may reach tensile strengths around 1,380–1,450 N/mm² depending on diameter and application requirements, according to product specifications. Their tensile strength enables resistance to environmental loading such as wind, mechanical stress, and long-span tension.
The three curves demonstrate distinct curvature profiles across the different products, with clear variations in elastic slope, extent of plastic deformation, and total strain prior to fracture due to differences in microstructure resulting from their respective processing routes.
To illustrate the relationship between manufacturing processes and mechanical performance, Table 1 compares the tensile test results of selected high carbon steel wire products. The comparison highlights how differences in processing routes influence strength, ductility, and overall stress–strain behavior.
Table 1. Mechanical Property Comparison of High Carbon Steel Wire Products
|
Product |
Nominal Diameter |
Main Processing Methods |
Ultimate Tensile Strength (MPa) |
Elongation at Fracture (%) |
Stress–Strain Behavior |
|
PC Strand |
15.70 mm |
Multi-wire strand construction, cold drawing, heat treatment (stress relieving) |
1940 |
6.56 |
High strength with controlled plastic deformation and strain hardening |
|
Tire Bead Wire |
1.82 mm |
Intensive cold drawing, patenting, surface treatment |
≈1977 (max stress) |
5.9 |
Very high stiffness with minimal plastic region and near-brittle failure |
|
High Carbon Galvanized Steel Wire |
3.2 mm |
Cold drawing + galvanizing |
1400 |
4.7 |
Balanced strength and ductility with progressive strain hardening |
-
References
-
ASTM A416/A416M - Standard Specification for Low-Relaxation, Seven-Wire Steel Strand for Prestressed Concrete.
-
ASTM E8 / E8M — Tensile testing.
-
ISO 6892 — Metallic materials tensile testing.
-
BS 5896: High tensile steel wire and strand for prestressed concrete.
-
prEN 10138 — Prestressing steel.